Posted by Managementguru in Operations Management, Principles of Management
on Jul 8th, 2017 | 0 comments
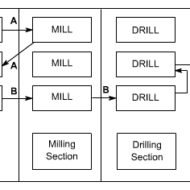
Types of Plant Layout Layouts can be classified into the following categories: Process Layout Product Layout Fixed Position Layout Combination Layout Group Layout Become a Product Manager | Learn the Skills & Get the Job The most complete course available on Product Management. 13+ hours of videos, activities, interviews, & more Process Layout Process layouts are found primarily in job shops, or firms that manufacture customized, low-volume products that may require different processing requirements and sequences of operations. Process layouts are facility configurations in which operations of a similar nature or function are grouped together. As such, they occasionally are referred to as functional layouts. Their purpose is to process goods or provide services that involve a variety of processing requirements. Process layouts are also quite common in non-manufacturing environments. Examples include hospitals, colleges, banks, auto repair shops, and public libraries. Process Layout Advantages: Better machine utilization Highly flexible in allocating personnel and equipment because general purpose machines are used. Diversity of tasks for personnel Greater incentives to individual worker Change in Product design and process design can be incorporated easily More continuity of production in unforeseen conditions like breakdown, shortages, absenteeism Process Layout Disadvantages: Increased material handling Increased work in process Longer production lines Critical delays can occur if the part obtained from previous operation is faulty Routing and scheduling pose continual challenges This is a typical store layout of Walmart: Product Layout Product layouts are found in flow shops (repetitive assembly and process or continuous flow industries). Flow shops produce high-volume, highly standardized products that require highly standardized, repetitive processes. In a product layout, resources are arranged sequentially, based on the routing of the products. This type of layout is generally used in systems where a product has to be manufactured or assembled in large quantities. In product layout the machinery and auxiliary services are located according to the processing sequence of the product without any buffer storage within the line itself. Plant Layout of Coca-Cola: Product Layout Advantages: Low material handling cost per unit Less work in process Total production time per unit is short Low unit cost due to high volume Less skill is required for personnel Smooth, simple, logical, and direct flow Inspection can be reduced Delays are reduced Effective supervision and control Product Layout Disadvantages: Machine stoppage stops the line Product design change or process change causes the layout to become obsolete Slowest station paces the line Higher equipment investment usually results Less machine utilization Less flexible Two types of lines are used in product layouts: paced and unpaced. Paced Lines: Paced lines can use some sort of conveyor that moves output along at a continuous rate so that workers can perform operations on the product as it goes by. For longer operating times, the worker may have to walk alongside the work as it moves until he or she is finished and can walk back to the workstation to begin working on another part (this essentially is how automobile manufacturing works). Unpaced Lines: On an unpaced line, workers build up queues between workstations to allow a variable work pace. However, this type of line does not work well with large, bulky products because too much storage space may be required. Also, it is difficult to balance an extreme variety of output rates without significant idle time. Fixed Position Layout A fixed-position layout is appropriate for a product that is too large or too heavy to move. For example, battleships are not produced on an assembly line. Other fixed-position layout examples include construction (e.g., buildings, dams, and electric or nuclear power plants), shipbuilding, aircraft, aerospace, farming, drilling for oil, home repair, and automated car washes. THE A...

Posted by Managementguru in Operations Management, Project Management
on Feb 24th, 2014 | 0 comments
Significance of Operations Management: Business firms need to formulate brilliant operations strategies in order to survive in the market for long. Focus on finance and marketing alone is not sufficient to compete in the global market. The emergence of innovative products and processes from leading companies in different parts of the world is a clear-cut evidence to prove the significance of operations function. Operations management is gaining importance, thanks to public awareness on quality and its applicability in service operations too. Advent of Industrial Revolution: Until the advent of machinery, each and every nation was dependent on agriculture, which was the prime economic activity. After the industrial revolution of the eighteenth century, mechanization in a large scale converted agricultural economy to an industrial economy. Slowly scientific principles were introduced into production activities to make it more systematic and thus “Production Management” evolved. Now service operations have also gained momentum and since the concepts and techniques of production management are applicable to service operations too, it is rightly called as “Operations Management.” Operations management functions at three different levels. Strategic levelTactical levelOperational level Strategic level: At the strategic level, the operations manager must have a long term vision, as to shape up the company’s success in the light of strategic decisions taken, with the approval of the top management. His area of concern would be, New product developmentNew process developmentProduct re-designProcess re-designProcess layoutProduct layoutFacility locationAggregate capacity planningPlanning co-ordination with finance and marketing departments Tactical level: At the tactical level, the operations manager is concerned about the planning and scheduling operations of the desired output. His area of concern would be: Designing a suitable inventory systemPlan for the work force and train them effectivelyQuality control systemMaintenance andReliability assurance system. Operational level: At the operational level, the job of the operations manager is to accomplish the “set targets”, by performing various coordinating and controlling functions. His area of concern would be: Ordering materials at the right timeScheduling productionScheduling workers as per production requirementControlling quality of goods and services producedFollow up of various schedules for proper implementationMaintaining and updating equipment and system reliabilityOn the job skill development of workers, etc. These functions are by no means exhaustive, but only indicative. The process of planning and control operations is not done in water tight compartments, but are interactive and integrative feeding on one another and also aligned in line with the overall corporate objectives. The strategies are evolved for the purpose of efficient utilization of the available resources as well as to predict the changes in the external business environment that calls for suitable action to limit their impact on the goals of the organization, in terms of cost, quality and...